



プレス機械には「銘板」という仕様を表示するプレートが貼られています。
銘板には「ストローク数回転数(spm)」「ストローク長」「スライド調整量」「ダイハイト」「年式」などそのプレス機械がどんな能力・仕様なのかが明記されています。
各項目について順番に説明していきます。
コンテンツ
プレス機械の銘板・仕様とは
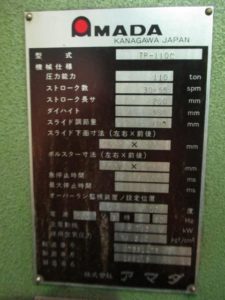
これがプレスに表示されている銘板です。
銘板はだいたいの場合プレス機械の側面にあるので、その機械がどんな仕様か知りたいときはここを見ればわかります。
・型式
・圧力能力
・ストローク数
・ストローク長さ
・ダイハイト
・スライド調整量
・スライド下面寸法
・ボルスター寸法
・急停止時間
・最大停止時間
・製造番号(シリアルNo)
・製造年月
機械の種類によって記載されてる仕様の項目はちがいますが、
プレス機械の場合はザックリとこんな感じです。
ここからはこれらの中でも特に押さえておくべきポイントを順番に解説していきます。
プレス機械の仕様①ストローク数とは
プレス機械においての「ストローク数」とは、かんたんにいうと「プレスがどれだけ回転するか」という意味です。
ストロークとは、プレスのスライド部分が上死点(一番上に上がった状態)から下死点(一番下に下がった状態)で加圧し、再び上死点にもどるまでの1サイクルのことを言います。

ふつうストローク数を表す単位はspmと表記されます。
「spm」とは、1分間に何回ストロークするかを表しているため、
「50spm」は一分に50回転という意味です。
上の写真の場合だと、ストローク数の仕様が30~55spmと表示されています。
これは仕様がインバーター方式で、30~55spmのあいだで任意に調整ができるということです。
回転数の単位「spm・rpm」について知りたい方はこちら↓

モーターのspmを制御するインバーターについてはこちら↓

プレス機械の仕様②ストローク長さとは
ストローク長さとは、さきほど解説した上死点から下死点までの長さのことです。
プレス機械はふつう1サイクル中に【上死点→下死点(加圧)→上死点】これで1サイクルとなります。
このストロークの中で【上死点→下死点】の距離がストローク長さです。
ストローク長さが長いと深絞り加工など「距離」が必要な加工ができます。
逆にストローク長さが短いと単発の薄板を抜く作業などに適しています。
ストローク長さについては、プレス機械の種類によって特徴が分かれています。
◆クランクプレス・エア式プレス
→短いものが多く、一定のものが多いです。
◆サーボプレス
→モーションの変更により、様々に変化が可能です。
◆油圧プレス
→使用者の任意に変更できるものが多いです。
油圧プレスとサーボプレスの違いについてはこちら↓

プレス機械の仕様③ スライド調整量とは
スライド調整量とは、プレスのスライドを支えている玉ねじの高さを調整して、スライドを決められた範囲内で上下の高さ調整できる量のことです。
(以下2020年4月追記)
プレスのスライドを上下に調整し、金型に合わせた口開きにして使用します。
出典:ミスミ
ふつうは使用する金型の高さに合わせて、スライド調整を行います。
手動:レンチなどをつかって手動でアジャストする方法
電動:押しボタンで電動アジャストする方法
があります。

手動式は上のようなラチェットレンチでスライドの調整が必要です。
頻繁にスライド調整する場合は、最初から電動アジャスト仕様のプレスを選ぶのがおすすめです。
プレス機械の仕様④ ダイハイト・シャットハイトとは
出典:MISUMI技術情報【ダイハイトとシャットハイト】
~ダイハイトとは~
さきほどのスライド調整で調整ねじが一番上に上がった状態で
プレスを一番下に動かした状態(下死点)のときの、
「スライド下面からボルスターの上面」までの長さを「ダイハイト」といいます。
混同されがちな「シャットハイト」という言葉もありますが、
~シャットハイトとは~
調整ねじが一番上、スライドが下死点の状態は同じですが、
「スライド下面からボルスタプレートを外して、プレス機械のボルスタプレートが乗っていた面(ベッド面と呼びます)
このベッド面からスライド下面までの距離を「シャットハイト」といいます。
・スライド調整で一番うえに上がった状態
・スライド自体は下死点に降りた状態
・「スライド下面からボルスターの上面」までの長さを「ダイハイト」
・「スライド下面からボルスターを外した面(ベッド)」までの長さを「シャットハイト」
基本的には「ダイハイト」のほうを使います。
ダイハイトとシャットハイトの違いについて詳しく解説されている生産財・工具商社のミスミさんの記事をご紹介しておきます。
MISUMI技術情報【ダイハイトとシャットハイト】
プレス機械の仕様⑤急停止時間とは
急停止時間とは、プレス機械の動作時に、スライドの急停止機構(自己の検出信号によって自動的にスライドを停止させること)が作動開始してからスライドが完全に停止するまでかかる時間のことです。
急停止するタイミングとしては、光線式安全機を遮光したとき、非常停止ボタンを押したときなどがあります。
出典:井上電子株式会社

これは、プレス停止性能測定装置といって、特定自主検査などのプレスの検査のときに使います。
出典:株式会社小森安全機研究所
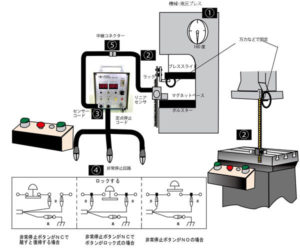
通電させて急停止信号が送られてから止まるまでの秒数を高精度に測定・表示します!
~まとめ~
今回は、プレス機械の仕様を表示する各項目について解説しました。
ここで説明した項目は、
プレス機械の銘板・仕様とは
プレス機械の仕様①ストローク数とは
プレス機械の仕様②ストローク長さとは
プレス機械の仕様③ スライド調整量とは
プレス機械の仕様④ ダイハイト・シャットハイトとは
プレス機械の仕様⑤急停止時間とは
の6つですが、どれもプレス機械での作業ではかなり重要な項目です。
急停止時間が基準を上回ってしまうと自己の原因にもなり得ます。
ーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーーー
中古機械の買取・販売のご相談は楠本機械株式会社まで!
大阪エリアだけでなく出張買い取りも実施しています!
楠本機械インスタグラム